Questa maschera permette a ciascun operatore di gestire le fasi di lavoro, ed è apribile cliccando sull’apposito pulsante nel Pannello di Controllo.
La maschera mostra diverse schermate, a seconda di come l’utente sta gestendo la fase di lavoro. Inoltre, le funzionalità disponibili variano in base ai permessi che l’utente ha ricevuto (vedere il paragrafo sulla configurazione delle postazioni per operatori).
Schermata per la gestione degli ordini di lavoro
Questa è la schermata principale del form, e mostra l’elenco degli ordini di lavoro (attivati o in attesa di attivazione) generati dalle commesse di produzione.

L’elenco degli ordini di lavoro è esposto in una tabella, composta da una serie di colonne:
- ODL: numero identificativo dell’ordine. Questo codice è composto secondo la formula [numero della commessa]/[numero della sottocommessa]/[numero della fase di lavoro]
- Articolo: codice e nome dell’articolo in lavorazione
- Postazione: nome della macchina utilizzata e nome della fase (ad es. “stampaggio” o “verniciatura”)
- Ora: ora dell’ultimo evento registrato sulla fase di lavorazione
- Stato: stato corrente della lavorazione. Può essere
- in lavorazione (VERDE)
- in attesa di controllo (BLU)
- in blocco (ROSSO) – in seguito al verificarsi di una non conformità o di un fermo macchina
- accettata in concessione (GIALLO)
- nullo (GRIGIO) – in questo caso l’ordine di lavoro è appena stato attivato e la lavorazione quindi non è ancora iniziata
- Tempi: indica lo stato della registrazione del tempo di lavoro dell’operatore. Può essere:
- START: se l’operatore sta lavorando
- STOP: se l’operatore non sta lavorando
- NN: in questo caso l’ordine di lavoro è appena stato attivato e la lavorazione non è ancora iniziata
La lista degli ordini di lavoro può essere filtrata per stato, utilizzando i tasti colorati sulla destra. Per rimuovere il filtro basta utilizzare il pulsante di Reset.
Per attivare un nuovo ordine di lavoro basta cliccare su ODL in attesa e, dopo averne selezionato uno dalla lista, cliccare su Inizia ordine di lavoro.
Per avviare le operazioni, dopo aver selezionato un ordine di lavoro dalla lista, si può cliccare sul tasto Apri ordine di lavoro. In questo modo, l’operatore passerà all’apposita schermata di gestione del lotto.
Il campo Codice a barre COMANDI / DATI serve per interfacciare il programma con appositi sistemi di scannerizzazione di barcodes. In base alle customizzazioni effettuate, sarà quindi possibile, per esempio, registrare l’inizio/fine lavorazione semplicemente scannerizzando il codice sul cartellino dell’operatore.
Registrazione dei tempi di lavoro
Se nella scheda di configurazione è stato scelto di registrare le tempistiche di lavoro, in questa maschera sarà presente, in alto a destra, una tabella che indicherà gli utenti attualmente al lavoro in tale postazione.
Le tempistiche di lavoro saranno automaticamente registrate nel database, in base agli eventi registrati in postazione e/o alle scannerizzazioni di barcodes effettuate.
Schermata per la gestione dell’avanzamento di produzione
Questa schermata serve a gestire l’avanzamento di produzione per l’ordine di lavoro selezionato nell’apposita sezione (quella descritta nel paragrafo precedente).
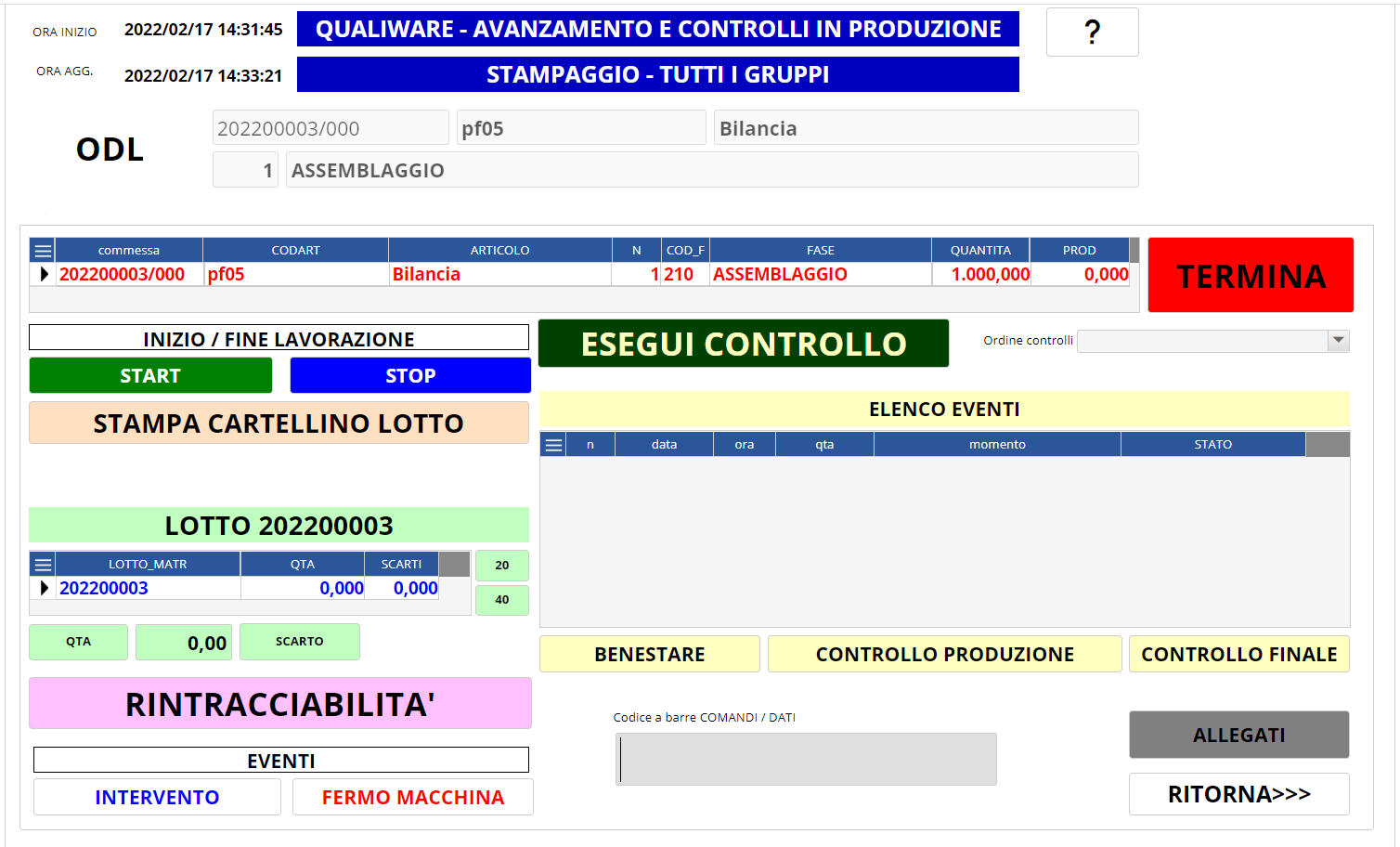
La tabella monoriga nella parte alta della pagina indica, oltre ai dati principali della commessa, anche la quantità prestabilita da produrre e la quantità attualmente prodotta.
La tabella nella parte a destra della scheda mostra l’elenco degli eventi registrati.
Il resto delle funzionalità presenti all’interno della maschera varia a seconda delle impostazioni scelte in fase di configurazione della postazione.
I tasti START e STOP permettono, rispettivamente, di avviare o fermare temporaneamente la lavorazione. Tramite i tasti INTERVENTO e FERMO MACCHINA è possibile invece registrare un evento del rispettivo tipo. La registrazione di questi ultimi due eventi non apporta cambiamenti allo svolgimento del lavoro, ma serve esclusivamente a tenere traccia di ciò che si è verificato durante il processo.
Nella parte sinistra della scheda è visibile anche il numero del lotto/matricola attualmente in produzione. Sotto di esso è possibile gestire la quantità di prodotto presente all’interno del lotto. I due tasti a fianco della tabella permettono di scaricare (approvare) automaticamente una delle due quantità di prodotto predefinite (specificate all’interno della maschera di configurazione). I tasti QTA e SCARTO permettono rispettivamente di scaricare o scartare la quantità di prodotto specificata nel campo tra di essi. A seconda di come è stata impostata la scheda tecnica del prodotto in fase di lavorazione (flags Gestione lotti e Gestione matricole) sarà possibile chiudere il lotto corrente e creare un nuovo lotto/matricola. La quantità di prodotto dei nuovi lotti/matricole sarà sempre contata nella quantità totale della commessa corrente.
Cliccando sul tasto RINTRACCIABILITA’, si può accedere all’apposita schermata di registrazione (vedi paragrafi successivi).
Sotto alla tabella degli eventi sono visibili, a seconda del punto in cui si trova l’avanzamento di produzione, i tasti relativi a BENESTARE (controllo a inizio lavorazione), CONTROLLO IN PRODUZIONE e CONTROLLO FINALE. Ciascuno di essi registrerà un evento di controllo, che poi può essere aperto tramite il tasto ESEGUI CONTROLLO. In base alle opzioni scelte in fase di configurazione, un evento di controllo viene registrato automaticamente in base al tempo passato e/o alla quantità di prodotto scaricata. La tendina Ordine controlli permette di stabilire in che ordine effettuare i passi di ciascun controllo.
Cliccando sul tasto TERMINA, si può chiudere definitivamente la commessa in fase di lavorazione.
Il tasto ALLEGATI permette di registrare un nuovo documento, relativo all’ultimo evento registrato, nella categoria CONTROLLI IN PRODUZIONE – DATI. Il tasto RITORNA invece consente di tornare alla schermata di gestione degli ordini di lavoro.
Schermata per l’esecuzione dei controlli
Questa schermata permette di gestire, in modo semi-automatico, tutti i controlli presenti nel programma di collaudo.
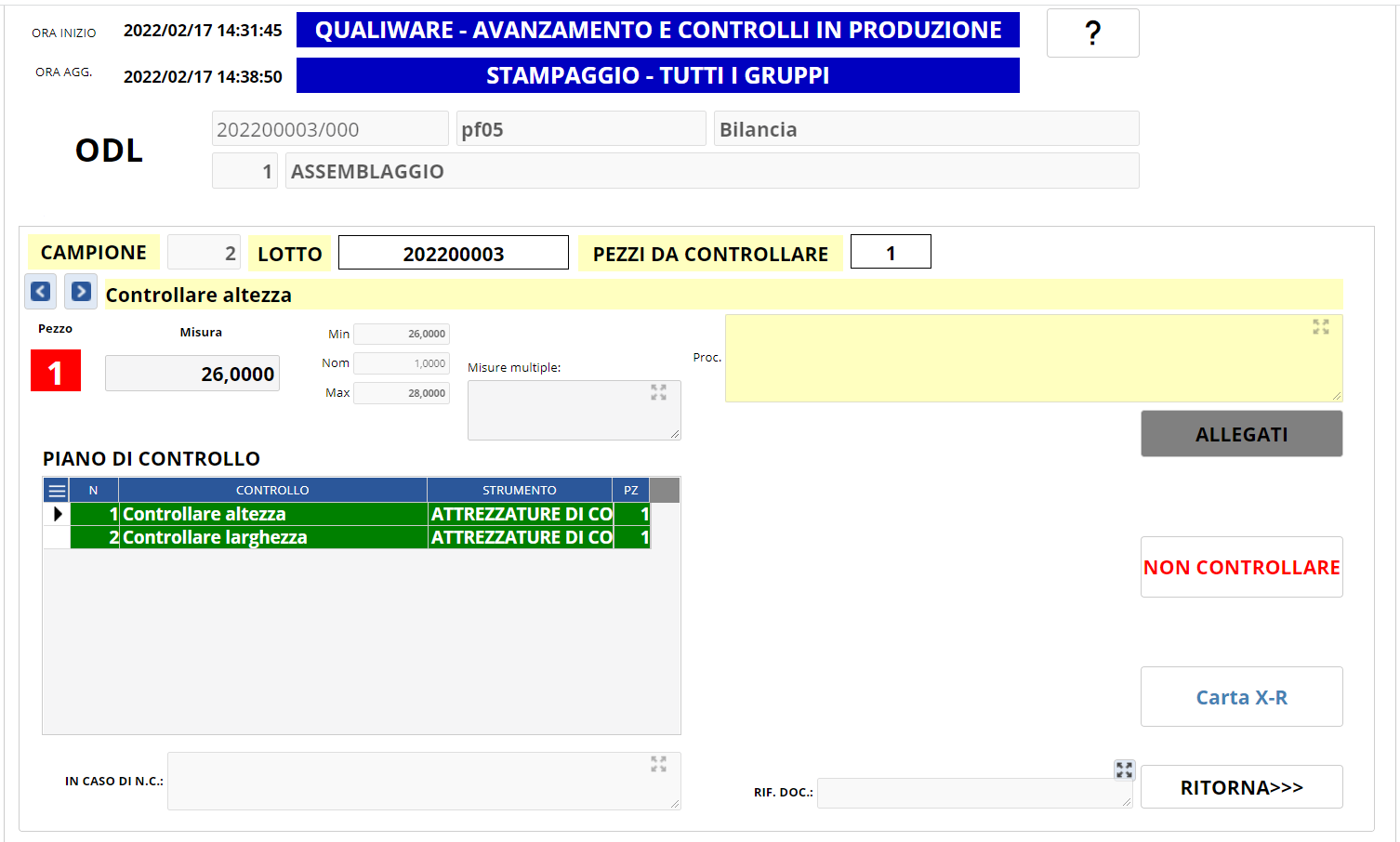
Nella parte alta della scheda è possibile leggere il numero del CAMPIONE (evento in corso), il codice del LOTTO e quanti PEZZI DA CONTROLLARE ci sono.
La tabella nella parte sinistra del form mostra tutti i passi del controllo, nell’ordine stabilito nella schermata di gestione dell’avanzamento di produzione (vedi paragrafo precedente). È possibile saltare un passo cliccando sul pulsante NON CONTROLLARE. È possibile passare da una fase di controllo ad un’altra selezionando le righe della tabella, oppure utilizzando le apposite frecce situate sotto al numero del campione.
Il campo rosso con l’etichetta Pezzo indica il numero del pezzo attualmente in fase di controllo. Poco sopra è visibile anche il nome del controllo da effettuare. Per ciascun pezzo vanno effettuate tutte le fasi di controllo previste dal piano. La tabella indica quindi tutte gli aspetti da verificare (identificati dalle colonne N, CONTROLLO, STRUMENTO) per ciascun pezzo (colonna PZ). Le fasi di controllo di tipo “variabile” (controllo in base a misure specifiche), verranno accettate/respinte automaticamente dal sistema, in base al valore inserito nel campo Misura ed i valori in sola lettura (che sono stati inseriti nella relativa scheda del piano di collaudo). Le fasi di controllo di tipo “attributo” (controllo visivo) devono ovviamente essere approvate manualmente, tramite appositi tasti. Selezionando una fase di controllo respinta è possibile accettarla in concessione.
Il tasto ALLEGATI permette di registrare un nuovo documento, relativo all’ultimo evento registrato, nella categoria CONTROLLI IN PRODUZIONE – DATI. Il tasto RITORNA invece consente di tornare alla schermata di gestione degli ordini di lavoro.
Schermata della rintracciabilità
Questa schermata permette di registrare tutti i semilavorati utilizzati per la produzione dell’articolo in fase di lavorazione.
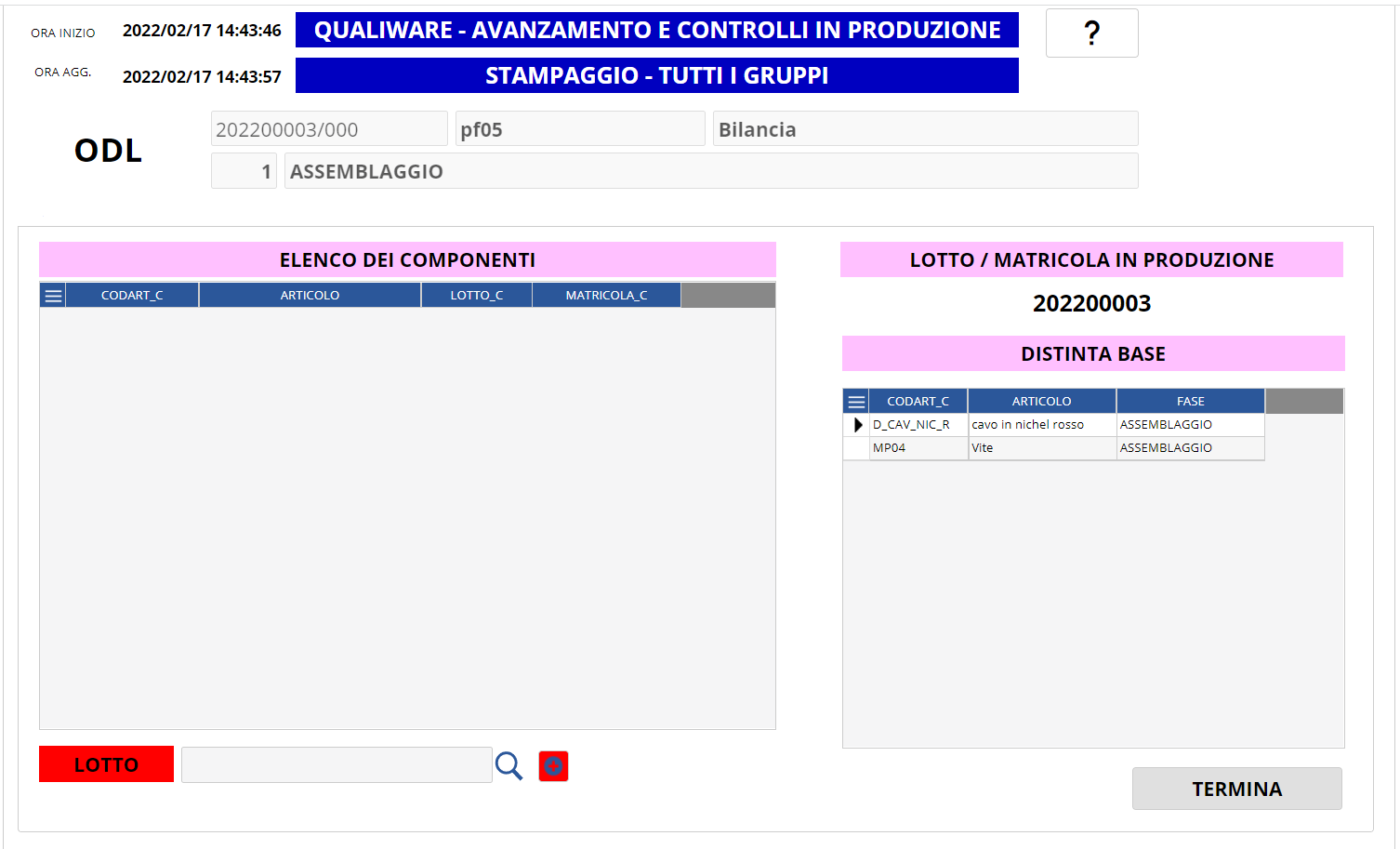
Cliccando sul campo LOTTO è possibile scegliere uno o più lotti di semilavorati tra quelli attualmente presenti in magazzino. Ciascun lotto scelto verrà automaticamente inserito nella tabella ELENCO DEI COMPONENTI. Se in fase di configurazione è stata spuntata l’opzione ABILITA CONTROLLO DISTINTA, sarà possibile scegliere esclusivamente componenti nominati nella distinta base del prodotto in fase di lavorazione. La distinta base è leggibile nell’apposita tabella, nella parte destra della maschera.
Il tasto TERMINA permette di tornare alla schermata dell’avanzamento di produzione.